


典型案例丨“智慧气站”空压站节能的智能化实践
以空压机为代表的动力中心是很多工业企业非常重要的组成部分,也是企业能耗管理重点所在。正是因其特殊性和代表性,动力中心的“智能化”升级,已被看作是传统制造企业拥抱工业互联网,进行产业升级转型的第一步和最佳“切入点”。
某钢板制造企业位于中国北方的彩涂钢板集散地山东省,是集建筑钢品设计、生产、贸易、科研于一体的大型民营集团化企业。主营业务包括:聚氨酯板,聚氨酯保温板,聚氨酯复合板、、医疗洁净板、洁净板材、彩钢板、岩棉净化板等保温材料。
空压机是该企业工厂生产动力主要来源,开运体育平台以“智慧气站”解决方案,根据企业现场实际情况,针对空压机无效耗电问题进行改造。

概述:
项目实施前客户气站状况:
空压机产生压缩空气主要用于两部分:
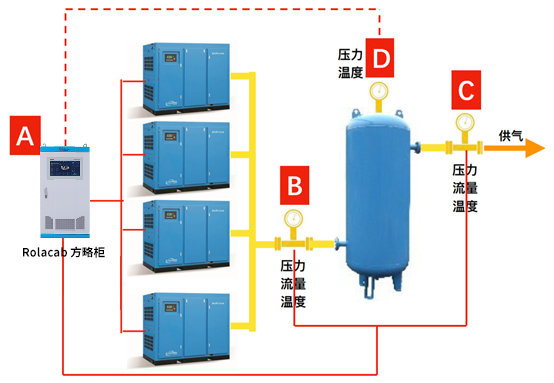
每个车间气站主要由1台空压机+2个储气罐+1根生产用气管道+1根制氮用气管道组成,具体情况如下:
Ø一线,直接读取两个黑料罐压力;
Ø二线,增加压力变送器,读取戊烷罐末端压力。
Ø三线,直接读取三个黑料罐压力,增加压力变送器,读取戊烷罐末端压力。
Ø四线,增加压力变送器,读取黑料罐和戊烷罐共用主管道末端压力。
使用压缩空气的主要生产设备:
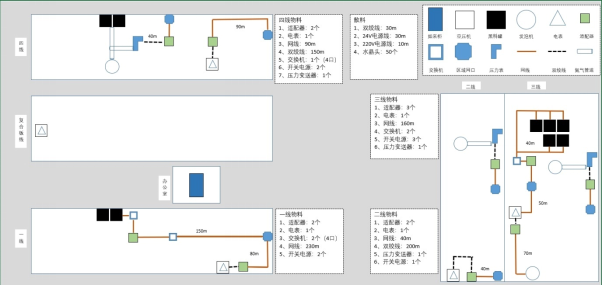
每条线气站主要耗电设备如下:

客户气站能耗分析:
1、空压机本身配置调参原因;
2、设备维护不到位,或维保不及时导致;
3、设备、管道规划不合理,及管道密封不好,有漏气发生;
4、生产现场用气与气站机房人员无法实时确认现场用气,以至供需不平衡导致。
针对该客户的具体方案:
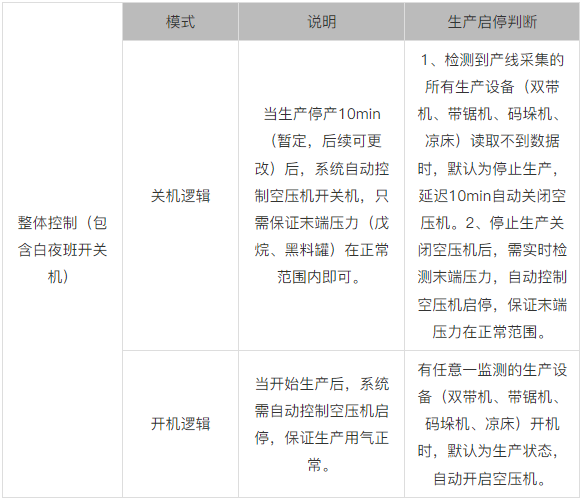
通过上述分析,要优化当前气站有效利用率,主要需解决一个方面的问题,即供需不平衡导致的浪费问题。增加系统自动控制功能,实时监控每个气站黑料罐、戊烷罐的末端压力,当产线停产时,自动关闭空压机,当监控到黑料罐、戊烷罐的末端压力接近最低值时,系统自动开启空压机,及时补充末端氮气,保证末端压力正常。
由此形成的针对该客户的具体控制策略如下:
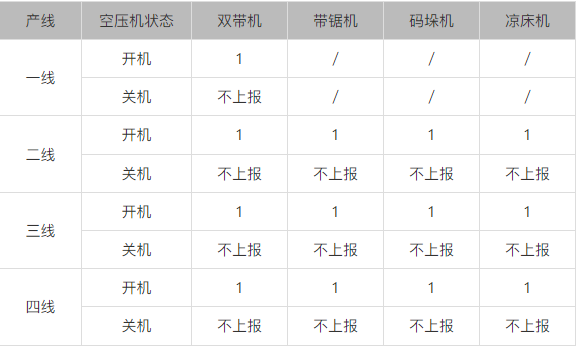
氮气末端所需压力如下:

项目实施后节能效果:
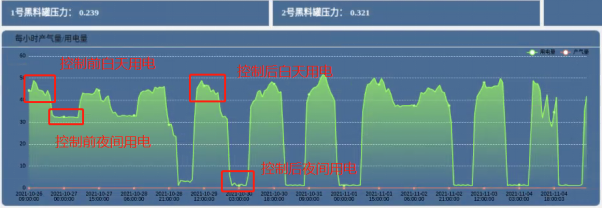
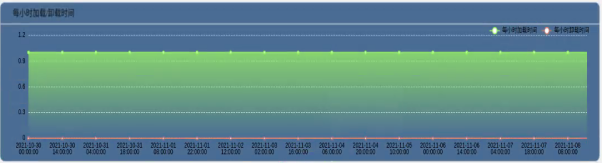
控制前,空压机夜间每小时耗电大约33kW·h,控制后,空压机夜间每小时耗电大约2 kW·h左右。大约平均每小时减少30 kW·h的耗电。一般夜间停产时间大约为10-12个小时,取平均值11小时。因此,一台空压机一晚可节约用电30×11=330 kW·h,一台空压机一个月仅夜间可节约电量近10000 kW·h。
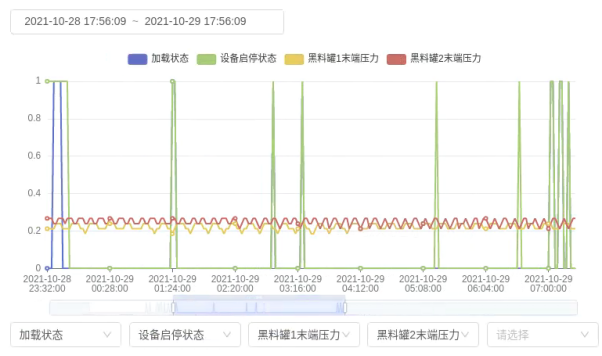
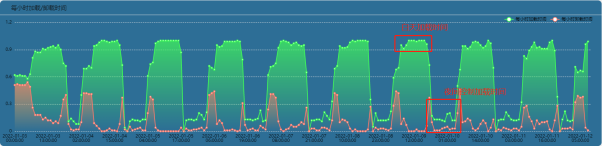
上图是一线空压机状态和氮气末端压力曲线图,系统根据夜间氮气末端压力,自动对空压机进行开关机控制,保证氮气末端压力保持在正常范围。
通过系统的自动控制,大大减少了空压机的运行时间,有效的保证了氮气末端压力的正常,在安全和节能上达到统一。
二、三、四线节能前与一线情况一样,将自动控制扩展至二、三、四线后,停产状态下的节能效果也有了较大的提升,解决了空压机在停产状态下依旧要持续运行来保证氮气末端压力正常的问题,通过实时监测和自动控制,做到了既保证氮气末端压力正常,且减少空压机无效做功的问题。以下为其他三条线节能后的效果曲线图。


▲ 二线空压机增加自动控制后用电和运行时长

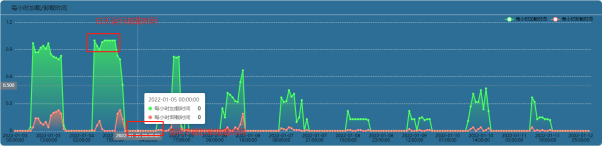
▲ 三线空压机增加自动控制后用电和运行时长

▲ 四线空压机增加自动控制后用电和运行时长
上一篇:
下一篇:




如有疑问或想了解更多,请咨询:0755-23740592
国家高新技术企业
深圳高新技术企业
国家工业互联网
标准委员会成员
400+合作案例
30W接入设备
MixIOT快速部署
专家团队一对一
200+知识产权
10年物联网技术积累





开运体育平台公众号

扫码关注,了解更多
友情链接:

开运体育平台(中国)有限公司官网版权所有 网站建设:
